



Technology
Các lỗi máy cắt Plasma CNC thường gặp phải và giải pháp
Máy cắt của bạn đang gặp các vấn đề như hồ quang không ổn định, cắt mép không đều, máy báo lỗi…? Bài viết này sẽ giúp bạn hiểu rõ các lỗi máy cắt Plasma CNC thường gặp và giải pháp khắc phục hiệu quả để duy trì năng suất và giảm thiểu thời gian ngừng máy.
Máy cắt Plasma CNC là gì và Hoạt động như thế nào?
Sự kết hợp của máy cắt Plasma và bộ điều khiển CNC được gọi là máy cắt plasma CNC. Máy cắt plasma CNC kết hợp một hệ thống CNC đơn giản và dễ sử dụng để ion hóa luồng khí tốc độ cao phun ra từ vòi phun ở nhiệt độ cao để tạo thành các dây dẫn điện.
Khi dòng điện chạy qua, dây dẫn tạo thành hồ quang plasma nhiệt độ cao và nhiệt của hồ quang làm cho kim loại tại vết cắt của phôi nóng chảy cục bộ (và bốc hơi), và kim loại nóng chảy được loại bỏ bằng sức mạnh của luồng khí plasma tốc độ cao để tạo thành phương pháp xử lý vết cắt.

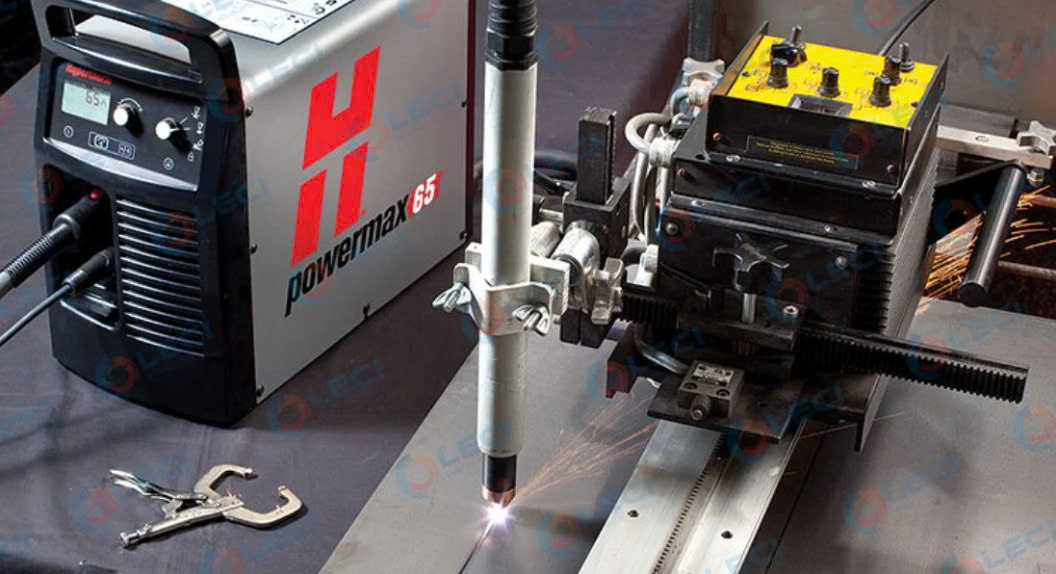
Máy cắt plasma Hypertherm
Hồ quang plasma dài và ổn định được tạo thành bởi công nghệ dòng khí hình khuyên đảm bảo cắt trơn tru và tiết kiệm bất kỳ kim loại dẫn điện nào.
Lỗi máy cắt Plasma CNC thường gặp. Nguyên nhân và giải pháp
Đường cắt bị vát
Nguyên nhân
- Bép cắt đã hư.
- Khí cắt yếu, bắt dây Mass nguồn Plasma không chắc.
Giải pháp
- Kiểm tra lại độ nghiêng của mỏ.
- Kiểm tra độ cong – vênh của tấm phôi.
- Thay bép cắt mới.

Thay bép cắt để đảm bảo đường cắt của máy đẹp và ổn định
Khi cắt Plasma mỏ không bắt lửa
Nguyên nhân
- Nước bắn vào mỏ, mỏ cắt ẩm, độ ẩm không khí nén quá lớn.
- Hư hỏng mỏ cắt.
Giải pháp
- Kiểm tra lại các đường dây điệnARC Break Alarm.
- Kiểm tra máy Plasma- bật nút PILOT trên máy.
- Tháo bép và đánh sạch lại điện cực bằng giấy nhám hoặc đá mài.
- Tháo mỏ và vệ sinh lại.
- Thay mỏ mới.
Màn hình hiện thông báo “ ARC Break Alarm”
Nguyên nhân
- Nguồn cắt Plasma chưa chạy hoặc bị lỗi.

Màn hình máy cắt plasma hiện "AC Break Alarm"
Giải pháp
- Kiểm tra lại dây tín hiệu từ nguồn Plasma tới máy CNC.
- Cài đặt lại phần Setup => Plasma => Arcing check time: 15.
Mỏ cắt Plasma không tự nâng hạ theo độ cong của phôi khi cắt
Nguyên nhân
- Chưa bật nút Auto trên bộ đo chiều cao.
Giải pháp
- Setup lại trong Plasma => check “Yes”=> “Watch arc enable”.
- Bộ đo chiều cao bị cài đặt sai hoặc đã bị lỗi.
Khi bật máy mỏ cắt nâng cao hết hành trình
Nguyên nhân
- Mỏ cắt bị nghiêng.
- Cảm biến tiệm cận trên mỏ bị dơ Tháo cảm biến tiệm cận trên mỏ và vệ sinh.
- Lắp mỏ cắt gas không cắm Jack khóa cảm biến.
- Cảm biến tiệm cận bị hư.
Giải pháp
- Tắt máy kiểm lại mỏ.
- Tháo cảm biến tiệm cận trên mỏ và vệ sinh hoặc thay mới.
Máy cắt CNC bị treo
Nguyên nhân
- Do nhiễu hoặc nhấn nhanh máy xử lý không kịp-tắt/bật lại máy CNC.
- File hình quá nặng hoặc bị lỗi.
- USB bị lỗi.
Giải pháp
- Kiểm tra các kết nối, dây cáp, nguồn điện.
- Kiểm tra lại file thiết kế, phần mềm điều khiển, các lệnh G-code, M-code.
- Kiểm tra các motor, cảm biến, hệ thống truyền động.
- Vệ sinh máy
Máy chạy sai hành trình, khi cắt xong không tự dừng
Nguyên nhân
- Máy bụi.
- Lỗi phần mềm hoặc phần cứng.
Giải pháp
- Kiểm tra lại bánh răng motor.
- Kiểm tra dây bắt Mass khung máy vào cọc tiếp đất.
- Kiểm tra các dây của máy hàn Que bị chạm vào khung máy.
- Mở tụ điện xịt bụi.
Diode chỉnh lưu D1-D6 thường bị cháy
Nguyên nhân
- Điện áp ngược của diode ngược mới quá thấp.
- C101-C103; C104; C106 hoặc R101; R102 trong một hoặc một vài hư hỏng.
- Biến áp chỉnh lưu B1 bị hỏng.
- Mỏ cắt plasma bị hỏng.
Giải pháp
- Nên chọn diode chịu được điện áp ngược > 1200V.
- Thay thế hoặc sửa chữa.
- Tháo mỏ hàn ra khỏi bộ phận chính, dùng đồng hồ vạn năng đo điện cực R*10K và ren ngoài mỏ hàn M32 hoặc M35. Giá trị điện trở phải gần bằng ∽, nếu dưới hàng chục K thì đã bị hỏng.
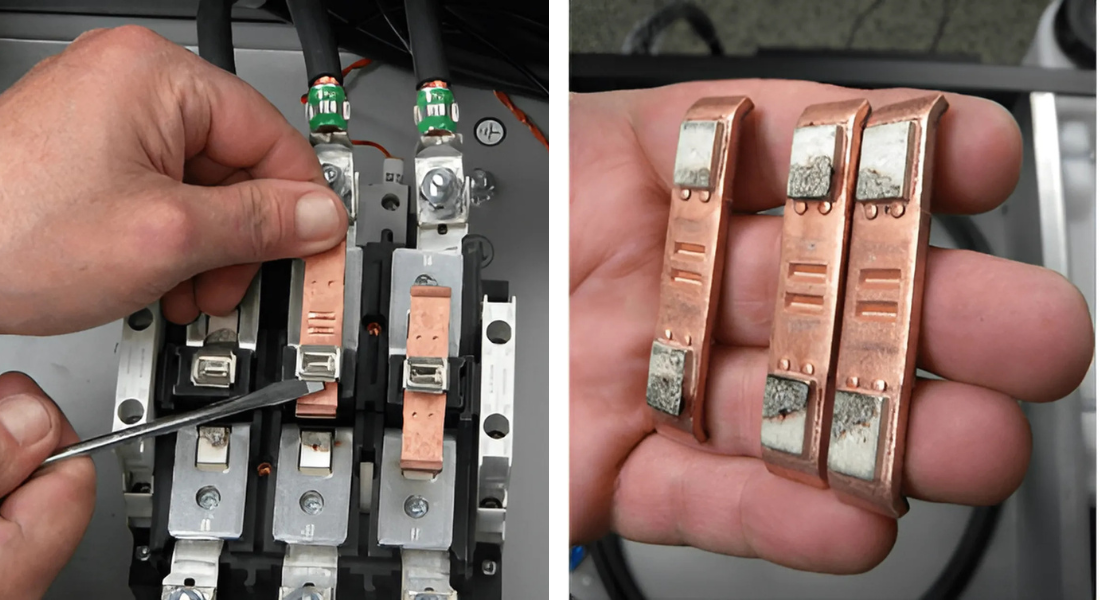
Mỏ cắt plasma bị cháy
Nguyên nhân
- Nắp áp suất kim loại không được nén.
- Mối nối dẫn điện của mỏ cắt lỏng lẻo, ống dẫn cáp bị đứt, rò rỉ giao diện mỏ cắt làm mát bằng nước.
- Mối nối mỏ cắt cách điện kém hoặc vỏ bảo vệ bằng gốm của mỏ cắt bị hỏng nhưng không được thay thế kịp thời.
- Khí nén trong nước dư thừa.
- Cắt khởi động, mô hình mỏ cắt sai.
- Điện cực không được thay thế sau khi đốt.
- Hệ thống nước làm mát mỏ hàn không bình thường hoặc nhiệt độ môi trường quá thấp, rò rỉ giao diện.

Lỗi máy cắt plasma khi mỏ cắt bị cháy
Giải pháp
- Thường xuyên thay thế vòi phun điện cực nên được nén kịp thời.
- Nên đảm bảo cách điện tại mối nối tốt.
- Xả kịp thời "bộ giảm áp lọc khí" trong nước, nếu độ ẩm không khí nén.
- Cắt song song nên chọn mỏ cắt làm mát bằng nước, khả năng chịu lực của mỏ cắt làm mát bằng không khí quá nhỏ, không thể sử dụng.
- Điện cực đốt cần được cập nhật kịp thời.
Hồ quang điện không ổn định khi làm việc
Nguyên nhân
- Áp suất quá thấp hoặc quá cao.
- Đầu cắt mỏ hàn hoặc đốt điện cực.
- Điện áp AC đầu vào quá thấp.
- Cắt di chuyển chậm.
- Máy phát tia lửa không thể tự động ngắt hồ quang.
- Các thành phần liên quan trong máy chủ không hoạt động bình thường.
Giải pháp
- Thời gian xả tia lửa điện của công tắc mỏ hàn nên là 0.5-1 giây, sau đó tự động dừng lại, nếu không, mạch điều khiển bị rối loạn; mạch điều khiển hoặc hỏng linh kiện, nên thay mới.
- Điều chỉnh điện áp AC đầu vào.
Lưu ý và một số mẹo sử dụng máy cắt plasma CNC
Khi sử dụng máy cắt plasma CNC, chất lượng cắt không ổn định, các bộ phận hao mòn thường xuyên được thay thế. Việc thao tác của người sử dụng không đủ chuẩn trong quá trình vận hành, đồng thời không chú ý đủ đến một số chi tiết. Nên dưới đây là tổng hợp một số mẹo sử dụng máy cắt plasma CNC hàng ngày:
- Việc cắt nên bắt đầu từ mép thay vì đục lỗ sắt giúp kéo dài tuổi thọ của vật tư tiêu hao.
- Giảm thời gian "tạo hồ quang (hoặc điều khiển)" không cần thiết.
- Không được xịt quá nhiều nước vào vòi phun, cường độ dòng điện phải bằng 95% dòng điện hoạt động của vòi phun. Ví dụ: cường độ dòng điện của vòi phun 100A phải được đặt thành 95A.
- Sử dụng khoảng cách cắt hợp lý, khi đục lỗ, hãy cố gắng sử dụng khoảng cách gấp đôi khoảng cách cắt thông thường hoặc chiều cao tối đa mà hồ quang plasma có thể truyền đi.
- Độ dày của lỗ thủng phải nằm trong phạm vi cho phép của hệ thống máy, độ dày đâm thủng thông thường là 1/2 độ dày cắt thông thường.

Mẹo sử dụng tránh gặp lỗi máy cắt plasma CNC
LECI - Nhà cung cấp máy cắt plasma Hypertherm chính hãng
Việc lựa chọn một sản phẩm máy cắt plasma tốt với tuổi thọ cao sẽ giúp nhà sản xuất tiết kiệm được chi phí thay thế, sửa chữa linh kiện, vật liệu tiêu hao.
LECI là đơn vị phân phối chính hãng máy cắt plasma Hypertherm, cam kết mang đến sản phẩm chất lượng cao và dịch vụ hậu mãi tận tâm. Khách hàng có thể yên tâm khi lựa chọn sản phẩm từ LECI, bởi đội ngũ kỹ thuật viên sẵn sàng hỗ trợ bảo trì và sửa chữa khi gặp sự cố.
LECI - Nhà cung cấp máy cắt plasma Hypertherm chính hãng
Nếu bạn cần tư vấn hoặc hỗ trợ kỹ thuật, hãy liên hệ với LECI để được phục vụ tốt nhất.
Thông tin chi tiết:
- Văn phòng chính: Phòng 1901, Tòa nhà Saigon Trade Center, số 37 Tôn Đức Thắng, P. Bến Nghé, Q. 1, Tp. HCM, VN
- Chi nhánh: Quận Long Biên, Hà Nội
- Email: sales@leci.vn
- SDT: 0938746286
- WhatsApp: +84 90 1442689
- Website: hypertherm.vn
Other technologies




Máy cắt plasma của bạn gặp lỗi như đường cắt không còn mịn, chất lượng cắt kém? LECI ở đây cùng bài viết này sẽ cung cấp những thông tin hữu ích về lý do và các giải pháp giúp nâng cấp máy cắt plasma để tối ưu hiệu suất, tiết kiệm chi phí và kéo dài tuổi thọ thiết bị máy.

Máy cắt plasma của bạn gặp lỗi như đường cắt không còn mịn, chất lượng cắt kém? LECI ở đây cùng bài viết này sẽ cung cấp những thông tin hữu ích về lý do và các giải pháp giúp nâng cấp máy cắt plasma để tối ưu hiệu suất, tiết kiệm chi phí và kéo dài tuổi thọ thiết bị máy.
Máy cắt plasma của bạn gặp lỗi như đường cắt không còn mịn, chất lượng cắt kém? LECI ở đây cùng bài viết này sẽ cung cấp những thông tin hữu ích về lý do và các giải pháp giúp nâng cấp máy cắt plasma để tối ưu hiệu suất, tiết kiệm chi phí và kéo dài tuổi thọ thiết bị máy.


Máy cắt plasma không ra lửa khiến đường cắt xấu, không mịn. Bạn đang gặp phải tình trạng này? Đừng bỏ lỡ 7 phương pháp khắc phục cực kỳ hữu ích được chia sẻ trong bài viết này. Cải thiện chất lượng đường cắt ngay hôm nay!
Máy cắt plasma CNC của bạn đang gặp phải những lỗi nào? Cắt không đều, máy chạy chậm hay thậm chí không khởi động? Đừng lo lắng! Bài viết này sẽ giúp bạn tìm hiểu các nguyên nhân và cách sữa chữa 5 lỗi máy cắt plasma CNC thường gặp nhất


-
R-1901, Saigon Trade Center Bld, 37 Ton Duc Thang Str., Ben Nghe W., Dist. 1, HCM City 70000, VN.
-
Long Bien, Ha Noi, VN.
-
Email: sales@leci.vn
-
Phone: (+84) 901442689
-
WhatsApp: (+84) 901442689



